引自:http://bbs.cqcqcq.com/forum.php?mod=viewthread&tid=3991
前言
馈线接头的制作至关重要, 很多HAM往往忽视一些小细节而导致联通信号不好。现在八哥与大家分享一下接头制作方面的心得。本篇文章已经发表在中国人民邮电出版社《现代通信》杂志 2009年第6期 2013年5月2日 增加做接头容易出现的问题注意事项。 2012年11月20日 增加50-12制作过程 -12M头 N头 制作过程一样 2012年5月10日 增加N母头制作过程 SMA压接头制作过程 以及自己DIY吸盘车载馈线的制作过程 开篇本来应该先介绍接头制作过程,但是我觉得应该先把注意事项放在前面,这样可以防止更多的朋友走弯路。 下面我们首先来看大家最容易出问题的多芯馈线制作过程,以多芯的-3为例,好多朋友因为常年用的都是国产的-3实心聚乙烯电缆,因为解构上与最新的发泡电缆有所区别,所以在做接头的时候 非常容易出现以下问题。 错误1:漏出多余的发泡铝箔不切除,这会导致短路的,而老的实心聚乙烯电缆没有铝箔,或者不是自粘铝箔很容易撕下来,所以很多人都有留下这段绝缘体的习惯,这是非常错误的,还有些朋友一点一点的撕下铝箔 留下发泡绝缘体,虽然不短路但是也是错误的。 错误2:多芯内导体被切伤,通常是下刀太狠的原因,要注意一定不可以伤到内导体。 错误3:对于多芯馈线来说 原有内导体的旋转方向非常重要,如果弄散了内导体做好后衰减大于正常值,通常都是这几个原因 。 需要多加注意的是多芯的-3馈线在给内导体上焊锡的时候 只给顶端开始的1/3部分上焊锡,切勿全部上满焊锡,因为多芯的内导体比较脆弱,都上满焊锡后 在根部容易出现断裂、开叉与屏蔽层短路等现象。 下面我们在看看其他容易出现的问题,以四屏蔽-7为例。 错误1:做接头的时候用力太猛,内导体都弯了。 错误2:与上面的问题相似,切除发泡的时候内导体被划伤,我多次强调过内导体的外表面对于信号传输是十分重要的,有些朋友认为铜包铝的容易被划伤是错误的观点,就是纯铜的馈线5MHZ以上也只是内导体外表面传递信号,所以不管是什么材质的馈线内导体一定不能被划伤。 错误3:发泡切除不彻底,大家可以对比右边的衬套平面,衬套压紧屏蔽网后发泡绝缘体应该和衬套在同一个平面上。 错误4:衬套插入不彻底,这个问题比较常见,有些朋友做好接头后接头活动基本上就是这里没有压实。 还有个问题就是内导体焊接,内导体必须上焊锡后再焊接,这一点必须注意。内导体虚焊会出现驻波经常变化。 有些朋友会问,我都按照教程做好了,怎么衰减还是不正常,问题再这里,看下面这个图片一切都非常好的接头拆开衬套 再往内侧切一点下来,就会发现尖头的位置 依然是有刀痕划伤,如果不往里切是看不出来的。 SL16-J接头俗称M头 ,在通信领域使用相当广泛,市面上大体有两种,一种是老式焊接型的,一种是高档装接型的。很多老HAM依然热衷于使用老式焊接头,认为装接头和焊接头的作用一样,在降低成本的考虑之下没有必要使用价格稍贵一点的装接头,其实两种接头的最大不同就是防潮性,直接决定电缆寿命的第一大天敌就是潮气,而最有可能进入潮气的地方就是电缆的两头,随着人们对通信质量的不断提高,老式焊接头已经逐步被淘汰。出于对馈线的保护,八哥还是建议大家使用高档装接型M头。今天我们主要探讨一下SL16-J-7装接型50-7 M头的制作。
 工具篇
首先准备的东西有 美工刀(或切线器)、电烙铁、焊锡、助焊剂 (自制松香水)、小整形锉刀、钳子,扳手,热风枪(打火机或酒精灯)、热塑管、万用表、卡尺 对于大多数HAM来说没有必要准备专业的切线器,只有在批量施工的时候使用切线器才会又快又准,切线器有单刀、双刀、三刀的,大部分都有切割深度调节,对于不同型号的馈线以及不同的步骤都需要重新调整切割深度,单独制作几个接头或者好几种型号的馈线来回调整切割深度反而增加了工作量。所以还是建议大家直接用美工刀,价格便宜、用起来也方便。值得注意的是使用美工刀的朋友最好选择带自锁功能的,因为我们要对付的电缆金属成分很大,所以最好使用硬度大的进口刀片。

电烙铁建议使用50W以上的,普通烙铁就行,馈线内导体有铜和铜包铝的,导热性能都很好,瓦数太小的烙铁焊接起来难度很大,容易出现虚焊现象。
助焊剂 一般可以用自制松香水(松香+酒精)、焊锡膏等,个人喜欢用自制的松香水 主要还是因为对馈线的内导体没有腐蚀作用。焊锡膏虽然相当好用,但是对馈线内导体腐蚀性很大,并且有毒,不推荐使用。

小型整形锉刀,主要是来修整接头焊点的,没有整形锉的朋友也可使用砂纸,另外焊接水平高的朋友们根本不需要用整形锉刀。
找不到开口扳手的朋友直接用活动扳手就行,如果长期做接头或者需要制作的工程接头很多最好还是使用开口扳手,常用的有三个型号 15 17 20,17号是国标扳手到处都有,15 20号是非标的 不太好找。
 热缩管的热处理可以使用 打火机 酒精灯 电吹风 热风焊台中的任意一种来完成
其他准备工具
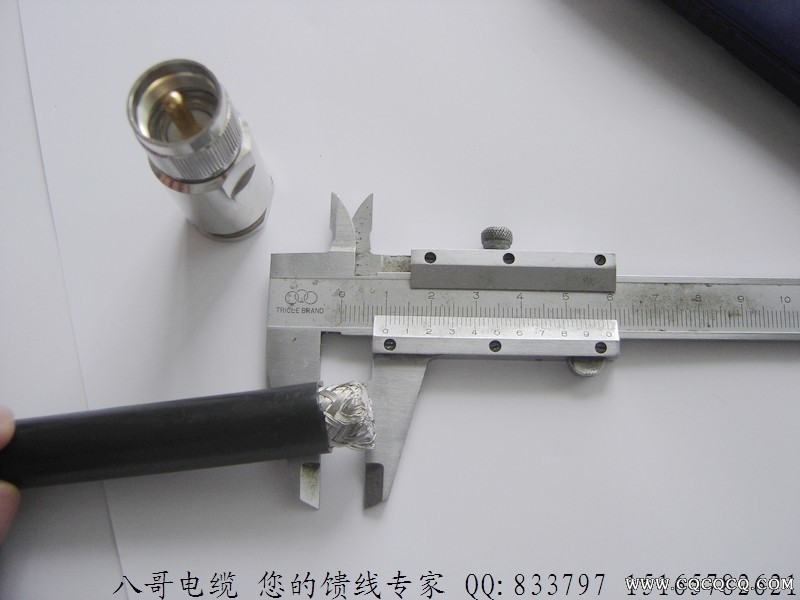
制作篇 先用美工刀或者切线器将护套以及屏蔽网、发泡部分切除,切除的部分为16MM,这里要注意的是最好不要伤到内导体,刀要垂直于馈线环切。
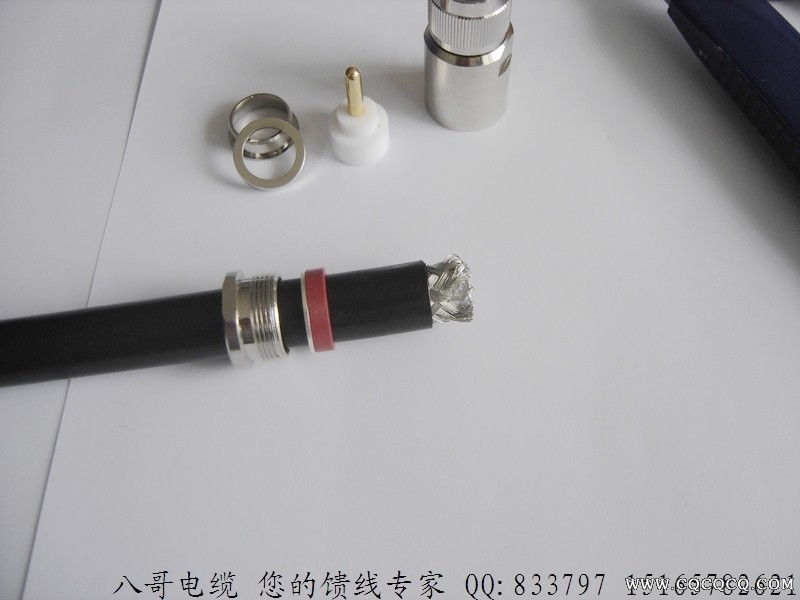
套热缩管,在这里我使用的是双层热缩管,粗管直径18MM 细管直径14MM,使用双层热缩管的好处是防潮性能更好,增长的电缆的使用寿命。将螺母、上垫片、硅橡胶也套上。

使用美工刀或者切线器切除7mm护套外皮(特别注意,刀的力度要掌握好,不能切到屏蔽层),16mm和7mm都不是固定值,大家可以根据自己的实际情况稍微变化一下。。{我现在经常使用的数值是 先切个14.5 然后切个8.5 ,-3馈线先切11再切12}
套下垫片后外翻屏蔽网,这里要注意的是如果是对于低损耗馈线靠近发泡的最内层铝箔为自粘铝箔 ,在做接头的时候 这层铝箔不用外翻。自粘铝箔内壁有点发蓝,这种铝箔的屏蔽效果要不比普通铝箔好很多。
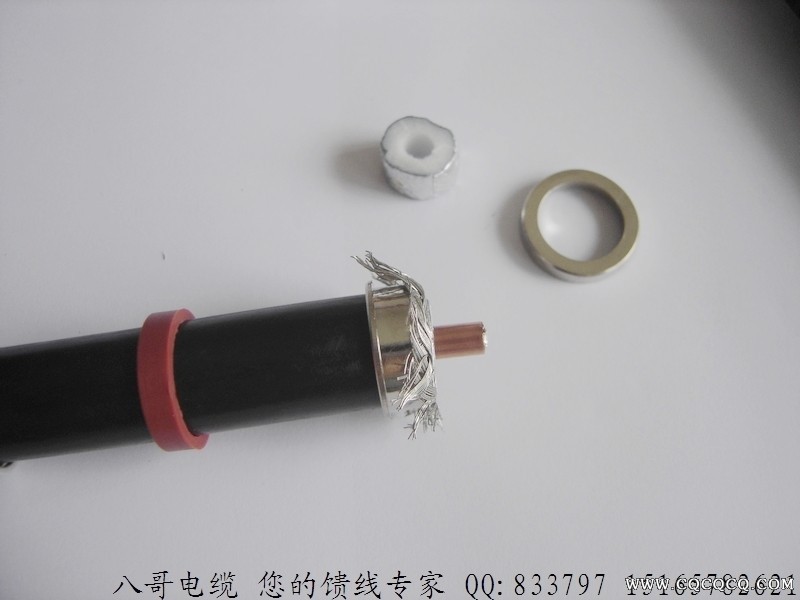
将屏蔽网压紧,这里可以用钳子平推进去,一定要将线压紧,注意内导体周围不能有屏蔽网,一根细小的屏蔽丝或者铝箔都可能让馈线短路,实际制作时不管有没有 都要用美工刀向外刮一刮,防止有短路的地方。需要说明的是专业的通讯工程用的接头都是按照工程馈线指标特殊定做的,所以外屏蔽网不需要压这么大,而平时HAM买的馈线和接头都来自不同地方,屏蔽网压紧后多出来一点没有关系,有助于更紧密的接触。我曾经用过好几个工厂出的接头,发现其中一家工厂的一批接头外壳与衬套根本接触不上,也就是说即便都是按照正常操作完成的,外网还是开路状态,这时候多出来的屏蔽网起了很大作用,否则就要返工了。
现在可以把需要焊接的内导体套上试一下,如果多了可以却掉一块,然后给内导体上锡,助焊剂推荐使用自制松香水。这里有两个地方需要注意,正规工厂生产的馈线内导体上都有PE胶,主要作用是让内导体与发泡紧密粘在一起又防止内导体氧化,PE胶挂多了内导体有可能不好焊接,这时可以用美工刀轻轻的刮一下内导体然后再用松香水上锡,上锡一定要薄而平整,否则可能上锡之后套不上内导体,万一真上多了也没关系,可以用整形锉或者美工刀横向平刮修整。

下一步把内导体焊接上,确定焊接牢固后,看看接头处是否圆滑,像我一样焊接水平不好的朋友可以用锉刀修整一下,修整后的接头光滑也漂亮些。安装上外壳,在这里我用到的是两把17号开口扳手。
两边接头都做完之后 就需要用万用表测量一下,看是否有短路或者开路的现象。(在这里再次强调阻抗与电阻是不同的两个概念,别以为是用万用表测阻抗,万用表在这里只是为了测试最基本的通断状态而已,实际测出的电阻值与通信性能无关。) 常识科普 【电阻:材质不同电阻率是不同的,并且电阻值会随着长度越长电阻值越大。】 【阻抗:同轴电缆中的阻抗是内导体与外导体之间的距离决定的,并不随着长度的变化而变化,也就是说内外到底之间的距离固定不变,阻抗永远不变。】 【集肤效应:当信号频率超过5MHZ以上的时候,信号传递是通过内导体的外表面与外导体的内表面交替跳跃传递,所以信号衰减已经与导体的电阻无关。】 检查没有问题后就开始套热缩管了,我现在使用的是热风焊台,使用小风咀,受热面积小 速度快,热缩的过程要从一头到另一头逐渐过度,这样热缩后的效果才漂亮。也可以用打火机 酒精灯完成,需要注意的是如果您使用打火机或者酒精灯等明火热缩,速度和时间一定要掌握好,否则热缩管会被烤化,甚至伤到馈线外表面。热缩18MM热缩管后稍微凉一下再套上14MM的热缩管,再热缩一遍。
最后的成品效果。一个接头制作完成。
因为很多朋友问到N头 N母 M母头 SMA接头的制作过程 所以在这里补充一下
N头 N母 M母头的制作过程是一样的 在这里我们以N母头为例 首先套上热缩管 
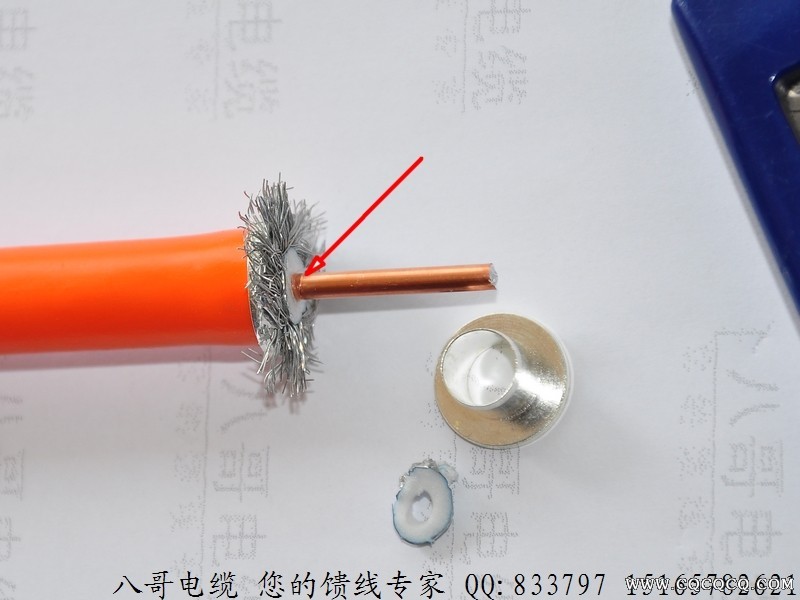
还有后螺母 垫片 硅胶 切除1CM外护套,并套好下垫片,外翻屏蔽网 这里注意的是 最内层的自粘铝箔是不用扒下来的 除去多余部分
将衬套压到馈线里 让衬套和下垫片能很好的结合在一起牢牢的压住屏蔽层  [size=0.83em]T2ovlxXnlXXXXXXXXX_!!18253760.jpg (55.15 KB, 下载次数: 23) [size=0.83em]T2ovlxXnlXXXXXXXXX_!!18253760.jpg (55.15 KB, 下载次数: 23)
下载附件 [url=]保存到相册[/url]
[color=rgb(153, 153, 153) !important]2013-7-2 21:27 上传
给漏出来的内导体上焊锡,N母 N公 下面有的会有一个小垫片 记得要先套上
焊接
N公头 N母头 M母头 都是在侧面焊接,这一点一定要注意 插针必须要焊接
焊接好之后 查看焊接是否牢固 然后打磨平滑 套上聚四氟乙烯绝缘体
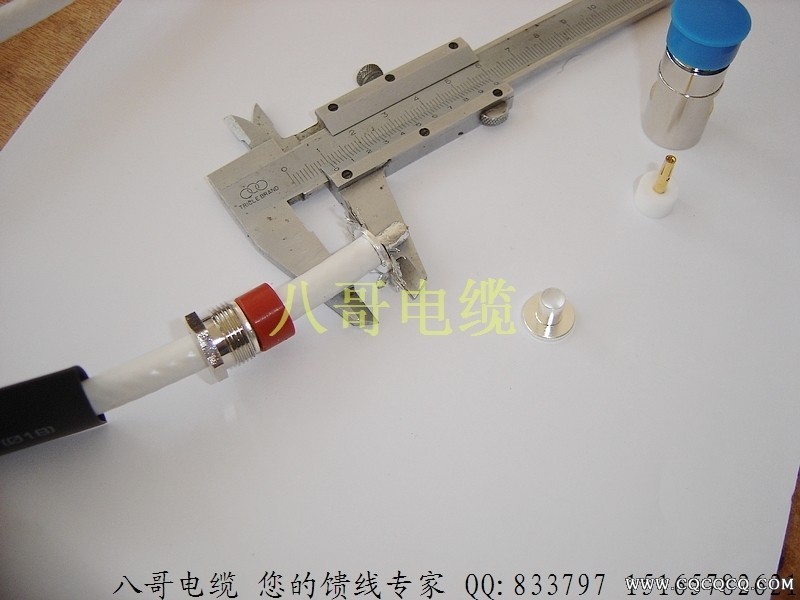
用扳手固定扭紧接头
最后记得处理好热缩管,这样美观而且防潮
下面说一下压接SMA接头的制作过程
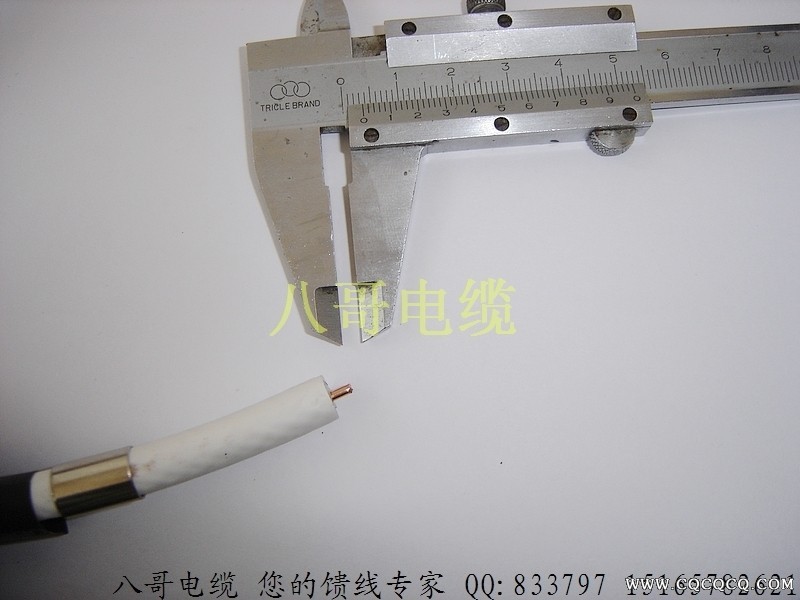
还是老规矩 套上热缩管和压管 首先切割馈线 露出3.5MM左右的内导体,注意不要切到内导体
然后切除8MM左右外护套 外翻屏蔽网,最内层的自粘铝箔依然不用翻(-7的SMA头 先切个7MM 然后切个13MM外皮)
焊接好内插针,打磨平整
接头插上然后套上压管 用压线钳压好
最后处理好热缩管
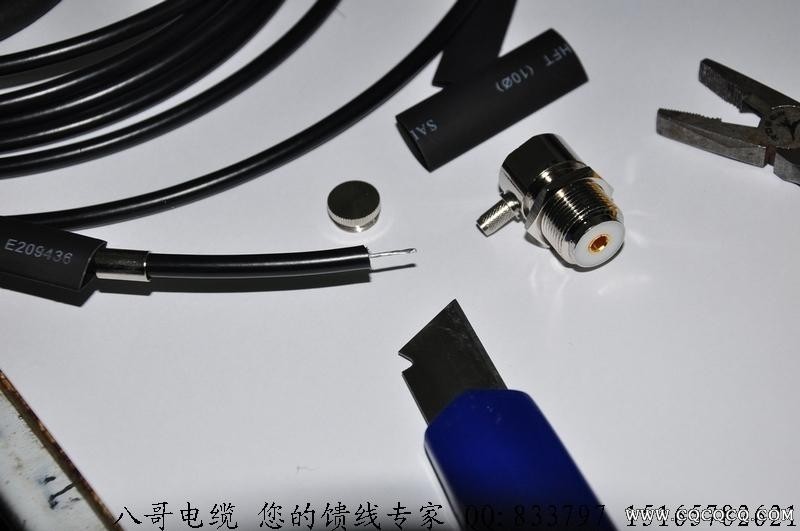
下面我们看一下 自己DIY吸盘的详细过程 先准备好需要的馈线和接头,这里我们做一下车载使用手台+吸盘方案 量好车载馈线在车上的实际距离,一定要走线试试哦,然后套上热缩管 拆开烟斗头屁股上的螺帽 用美工刀切出适合的内导体长度 屏蔽网外翻 然后把烟斗插进去看看合适不 正好合适,下面就是把内导体焊接好
下面是把压管套上  用压线钳压好 然后就是SMA的高档装接头制作过程 还是套热缩管 套上衬套等配件 注意看衬套的插入方向 衬套推进去后 要切出多余的铝箔发泡部分,露出内导体,注意这里一定不能伤到内导体的 把接头插针装上去看看是否合适,如果长度不合适 调整到合适位置,注意仔细看测孔焊接的位置,可以稍微放些助焊剂 比如松香 或者焊锡膏都可以 制作完毕,下面看看质量好的吸盘 拆卸过程 把烟斗头装入到车载吸盘中 换了个金属帽更有档次了 呵呵
下面简单说一下-12馈线的接头制作过程,因为有上面N多接头的制作方法,所以-12的接头简化介绍,主要是让大家看一下流程
首先切除10MM外皮 注意不要伤到屏蔽网
套上热缩管、螺帽,垫片、硅胶圈
套上衬套,注意衬套方向
外翻屏蔽网
切除多余发泡绝缘层,注意要平切,不要伤到内导体 把插针放上去看看是否合适,这里是重点,一定注意 要首先给内导体上焊锡,因为-12内导体比较粗 导热非常快,焊接建议使用80W以上烙铁,使用助焊剂给内导体上一层结实平滑的焊锡,然后再把插针放上去,从这个孔焊接。
焊接后效果示意图,盖上衬套盖,这个盖装上之后 就是下一步 盖上插针上面的白色聚四氟乙烯 盖上白色聚四氟乙烯绝缘体,实际上就已经压住了屏蔽网,最后就是上外壳 扭紧,这样屏蔽层就会被挤压的非常结实牢靠。如果出现做好就接头后松动现象 就是屏蔽网没有挤压结实的原因,主要就是制作的时候尺寸没弄好。除了这个问题就是内导体焊接问题,做-12就这两个地方非常需要注意。
欢迎朋友们收藏转载,转载请标注作者信息 谢谢! | 

 发表于 2019-11-5 12:27:31
发表于 2019-11-5 12:27:31